本記事の数値・手順はあくまで参考値です。
実際の作業では金型メーカー指定値・社内規定を必ず最優先にしてください。
内容の適用による損害について、当サイトは責任を負いかねます。
成形現場で働く皆さん、今日もお疲れ様です。
1級技能士のゆーじです。
型開きした瞬間、製品がキャビティに貼り付いたまま動かない。
こういうとき、焦って製品面にニッパーを当ててしまう人がいます。
一度やると分かりますが、これは取り返しがつかないことになる。
金型の製品面に傷が入った瞬間、その傷は全ての成形品に転写され続けます。
結論から言います。
離型不良は「焦った瞬間」に二次災害が起きます。
正しい手順を知っている人間が、現場で一番冷静でいられます。
射出成形 離型不良の原因|なぜ製品が抜けないのか
離型不良の原因は大きく5つです。
まず原因を特定してから対処することが再発防止の基本です。
原因① 保圧の入れすぎ
保圧を過剰にかけるとキャビティ内圧が高くなり、樹脂が金型に強く押し付けられます
ヒケを消そうとして保圧を上げすぎたとき、離型不良が出やすくなるのはこのためです。
原因② 突き出し速度が速すぎ
エジェクタの突き出し速度が速すぎると、固化しきっていない製品に瞬間的な力がかかります。
製品が変形したり、ピン周辺が白化したり、最悪の場合は製品が割れてキャビティに残ります。
原因③ V-P切換位置のズレ
V-P切換が遅すぎると充填過多になり、キャビティ内圧が上がります。
結果として樹脂が金型に食い込み、離型抵抗が増します。
原因④ 型温・冷却の問題
冷却不足の状態で型開きすると、製品がまだ柔らかい状態で型開きやエジェクタが動きます。
特に肉厚部分が固化しきっていないと離型不良になりやすい。
原因⑤ 抜き勾配・製品形状の問題
抜き勾配が不足している製品や、アンダーカットが強い形状は構造的に離型抵抗が高くなります。
条件で解決できる限界がある場合は金型側の対策が必要です。
やってはいけない3大悪手
離型不良が出たとき、以下の3つは絶対にやってはいけません。
状況を悪化させます。
- ❌ 製品面に直接ニッパーを当てる——金型の製品面に傷が入ります。その傷は以降全ての成形品に転写され続けます。取り返しがつかない。
- ❌ 無理やり手で引っ張る——製品が変形・破損します。無理な力をかけると製品が千切れてキャビティに残り、さらに取り出しが困難になります。金型や製品などでけがの恐れもあります。
- ❌ エジェクタを何度も連続して動かす——ピン折れのリスクがあります。製品が動いていない状態で繰り返し突き出すと、ピンに異常な負荷がかかります。
打ち始めの離型剤|シリコン系を使う理由と10ショット捨てる根拠
生産立ち上げ時や型替え直後は、金型面が乾燥した状態から始まります。
このタイミングで離型不良が起きやすいのは、樹脂と金型面の間に油膜がない状態だからです。
シリコン系離型剤を選ぶ理由
離型剤にはシリコン系・フッ素系など種類がありますが、打ち始めの用途にはシリコン系が現場では使いやすい選択です。
延びがよく、金型面への密着性が高い。
なぜ10ショット捨てるのか
離型剤を吹いた直後の数ショットは、製品面に離型剤が転写されます。
外観不良として出るため出荷できません。
目安として10ショット程度捨てることで離型剤の影響が製品に出なくなります。
離型剤が抜けたかどうかは綿手で製品を触るとわかります。
ツルツルしている間はまだ離型剤が残っている状態です。
サラッとした感触になったら離型剤が抜けたサインです。
離型剤は基本的に打ち始めだけでいい。
毎ショット使い続けると離型剤の堆積が逆に離型不良の原因になる場合があります。
現場の奥義|溶けた樹脂でテコを作る手順
型開きしたとき、製品がキャビ側に貼り付いて残ってしまうことがあります。
通常はコア側に製品が残りエジェクタで突き出しますが、キャビ側に貼り付いた状態ではエジェクタが届きません。
そういうときに使う現場の技術です。
この手順は他のどの射出成形ブログにも書かれていません。
【用意するもの】
ノズルから絞った溶けた樹脂・エアーガン・ニッパー・真鍮棒か銅棒
- ノズルから樹脂を絞り出す
ノズルから樹脂を絞り出します。
製品の食いつきが強そうな箇所——コーナー・リブ周辺など離型抵抗が高い部分を狙います。 - 製品面以外にニッパーの隙間を確保する
重要なのは製品面ではない場所にテコが入る隙間を作ることです。
PLの合わせ面や製品の縁など、傷がついても影響が少ない箇所を選びます。 - 樹脂を貼り付けてエアーで固める
絞り出した樹脂をその箇所に貼り付け、エアーガンで素早く冷やして固めます。
樹脂が固まることで、ニッパーを当てるための「土台」ができます。 - ニッパーでテコを作る
固まった樹脂にニッパーを当て、支点として使います。
製品面には絶対に触れないこと。 - 真鍮棒か銅棒でテコを大きくして製品を浮かせる
ニッパーを金型と製品のすき間に差し込み、支点として固定します。
次にニッパーの作用点部に真鍮・銅棒を通してテコを大きくします。
力をかけすぎず、じわじわと浮かせていくのがコツです。
真鍮・銅棒は金型面より柔らかいため、万が一触れても傷がつきにくい素材です。
図式
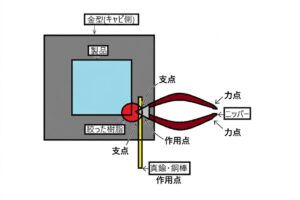
テコを大きくするほど小さな力で製品が動きます。
焦って力任せにするのではなく、支点・力点・作用点を意識して落ち着いて作業することが成功のカギです。
条件側の対策|再発を防ぐ調整手順
製品を取り出せたら、次は再発を防ぐための条件調整です。
- 保圧を確認する
保圧の入れすぎが原因の場合、保圧を10%程度下げて様子を見ます。
ヒケとのバランスを確認しながら最低限の保圧を探します。 - V-P切換位置を見直す
充填過多になっていないかを確認します。
切換位置を1〜2mm手前にずらして内圧を下げる方向で調整します。 - 突き出し速度を落とす
速度を落として製品への衝撃を減らします。
製品が安定して出てくる最低速度を探します。 - 冷却時間を延ばす
固化不足が原因の場合、冷却時間を2〜3秒延ばして確認します。
保圧とV-P切換の関係については→ 【1級技能士が解説】射出成形 V-P切換の設定方法|失敗しない調整手順と3大悪手
冷却時間の調整については→ 【1級技能士が解説】射出成形 冷却時間|短くしすぎると何が起きるか
離型不良 対応チェックリスト
□製品面以外の場所を確認した(ニッパーを当てる前に)
□保圧の設定値を確認した|入れすぎていないか
□ V-P切換位置を確認した|充填過多になっていないか
□突き出し速度を確認した|速すぎていないか
□ 冷却時間を確認した|固化が十分か
□ 打ち始めに離型剤を使用したか|10ショット捨てたか
□ 綿手で製品を触りツルツル感がなくなったか確認したか
□ テコ作業の際に真鍮棒を使用したか|金型面への傷を防げているか
ヒケと保圧のトレードオフについては→ 【1級技能士が解説】射出成形 ヒケと保圧|入れすぎが糸バリを生む理由と正しい対策
よくある疑問(FAQ)
Q. 離型剤は毎ショット使っていいですか?
基本的には打ち始めだけで十分です。
毎ショット使い続けると、離型剤が金型面に堆積して逆に離型不良の原因になる場合があります。
離型不良が続く場合は離型剤で誤魔化すのではなく、条件側の原因を特定することを優先してください。
Q. ニッパーはどこに当てればいいですか?
製品面には絶対に当ててはいけません。
PLの合わせ面・製品の縁など、傷がついても成形品の外観に影響しない箇所を選んでください。
溶けた樹脂でテコの土台を作ることで、製品面に触れずに作業できます。
Q. エジェクタピンを何度も動かしてもいいですか?
製品が動いていない状態での連続操作はピン折れのリスクがあります。
2〜3回動かして変化がない場合は、条件を見直すか今回紹介したテコの手順に切り替えてください。
まとめ
- 離型不良の原因は保圧・突き出し速度・V-P切換・冷却・形状の5つ。
まず原因を特定する。 - 製品面にニッパーを当てるのは絶対禁止。
取り返しのつかない傷が残る。 - 打ち始めはシリコン系離型剤を使い、10ショット捨てる。
綿手でツルツル感がなくなったら完了。 - 製品がキャビ側に貼り付いた場合はノズルから絞った樹脂でテコを作る。
製品面以外に支点を作るのがポイント。 - 再発防止は保圧→V-P切換→突き出し速度→冷却の順で確認する。
焦りが二次災害を生みます。
正しい手順を知っている人間が、現場で一番冷静でいられます。
次に読むべき記事
【1級技能士が解説】射出成形 不良対策まとめ|症状から原因を絞り込む完全ガイド
【1級技能士が解説】射出成形 冷却時間|短くしすぎると何が起きるか
【1級技能士が解説】糸引き対策|サックバックから始める原因別の直し方
X(旧Twitter)でも情報を発信中‼


コメント