成形現場で働く皆さん、今日もお疲れ様です。
1級技能士のゆーじです。
・射出成形作業 1級技能士(令和4年・厚生労働大臣交付)
・射出成形歴14年
・現在は開発業務に従事。成形条件の検証や量産立上げに携わっています
・成形現場.tech 運営
・射出成形技能検定1級の合格率・受験資格・試験内容
・試験当日の流れと時間配分
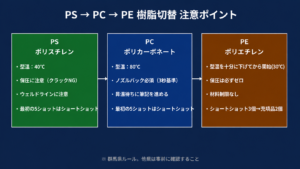
・PS・PC・PEそれぞれの攻略ポイント
・私が実際に失敗したポイント(クラック・ガス焼け)
・致命的不良と妥協できる不良の見極め方
射出成形技能検定1級の実技試験を受けたことがある方なら、あの独特の緊張感を覚えているはずです。
「完璧な製品を作らなければ」
この思い込みが、実は合格を遠ざける最大の罠です。
私自身、PS成形でヒケを消そうと保圧をかけすぎてクラックを出し、PC成形の終盤でガス焼けが止まらず材料を使い切るという経験をしました。
それでも一発合格できたのは、「致命的不良を出さない判断力」があったからです。
この記事では、私の実体験をもとに、合格ラインの7〜8割品を安定して出す戦略を解説します。
結論から言います。
1級実技試験は
「完璧な製品を作る試験」
ではありません。
致命的不良を避けながら
7〜8割品を規定数揃える試験です。
私はこの考え方で一発合格しました。
合格する人は100点を目指さない。70〜80点の製品を安定して揃える人が受かる。
- 射出成形技能検定1級に合格するための3原則
- 射出成形技能検定1級の合格率と難易度
- 射出成形技能検定1級の受験資格
- 射出成形技能検定1級の試験内容
- 射出成形技能検定1級は独学で合格できるのか?
- 射出成形技能検定1級 実技試験の全体像と時間配分
- 温調配管の基本:ホースはタイバーの外を通す
- 射出成形技能検定1級 PS成形の攻略ポイント
- 樹脂替えで必ずやるべきこと:ホッパー掃除と材料管理
- PC昇温中にやるべき並行作業
- 射出成形技能検定1級 PC成形の攻略ポイント
- PC成形後の必須作業:型温を十分に下げてからPEへ
- 射出成形技能検定1級 PE成形の攻略ポイント
- 群馬県受験者への注意点
- 致命的不良と妥協していい不良の判断基準
- 試験直前チェックリスト|当日の確認に使ってください
- 射出成形技能検定1級 実技試験で落ちる人の特徴
- 試験前日・当日の過ごし方
- 合格発表の日
- よくある質問
- まとめ|1級実技試験は「完璧」より「判断力」
射出成形技能検定1級に合格するための3原則
難しい理論より先に、この3つを頭に入れてください。
他の不良は妥協できる。しかしショートとクラックは即座に減点される。
これだけは守る。
完璧な1個より、合格ラインの製品を40個揃えることのほうが評価される。
完璧を目指すと時間を失う。
試験時間は約3時間10分。
「まだ余裕がある」という感覚は危険。
常に「今どこにいるか」を意識して進める。
この3つが頭に入っていれば、以下の攻略ポイントがより理解しやすくなります。
射出成形技能検定1級の合格率と難易度
射出成形技能検定1級の合格率は概ね30〜40%前後です(中央職業能力開発協会が公表する技能検定統計を参考)。
受験者の半数以上が不合格になる試験です。
2級と比べて実技試験の難易度が大きく上がります。
条件出しだけでなく、樹脂替え・後段取りまでを限られた時間内に完結させる総合力が求められます。
学科試験については、過去問を繰り返し解くことで合格ラインに届きます。
実技と学科を同時並行で対策するなら、まず実技の手順を体に叩き込むことを優先してください。
射出成形技能検定1級の受験資格
射出成形技能検定1級を受験するには、原則として7年以上の実務経験が必要です。
ただし2級合格者は実務経験の短縮制度が適用される場合があります。
必ず中央職業能力開発協会の公式サイトで最新情報を確認してください。
射出成形技能検定1級の試験内容
試験は学科と実技の2本立てです。
学科試験は四択形式で、過去問を繰り返し解くことで合格ラインに届きます。
実技試験は以下の流れで進みます。
- 金型取り付け・温調配管
- 条件出し
- PS成形(40個)
- PC成形(40個)
- PE成形(ショートショット3個・充填品2個)
- 後段取り・計測・筆記
この一連の作業を約3時間10分で完結させる必要があります。
射出成形技能検定1級は独学で合格できるのか?
現場経験が十分にある人であれば独学でも合格できます。
正直に言うと、私が検定の内容として「特別に練習した」のは会社が休みの日に機械を使わせてもらった1日だけです。
それも自分の練習というより、2級を受ける後輩に教える形でした。
それでも一発合格できた理由は、毎日の現場作業そのものが練習になっていたからだと思っています。
当時の業務でPEからPCへの樹脂替えを毎日やっていました。
試験で問われる樹脂替えより難易度の高い組み合わせを、ほぼ毎日繰り返していたことになります。
現場で働きながら受験する人にとって、日常の業務が最大の練習です。
「練習時間が取れない」と悩む前に、今の仕事の中に練習があることに気づいてほしいと思います。
ただし後段取りや樹脂替えの手順は体で覚える必要があります。
実機経験が少ない場合は講習会や社内練習を活用したほうが有利です。
おすすめの参考書はこちらです。
この本を3周しました。
学科対策はほぼこの1冊で十分でした。
特に実技試験の手順が図解付きで丁寧にまとまっており、試験前の確認にも使いやすいです。
▼「攻略!射出成形作業 技能検定試験1・2級」横田明 著(日刊工業新聞社)
Amazonで見る(リンクはこちら)
射出成形技能検定1級 実技試験の全体像と時間配分
まず試験全体の流れを把握しておくことが重要です。
試験時間は約3時間10分。作業工数に対して時間が非常に短く、「まだ時間があるから余裕」という感覚は危険です。
試験開始の合図と同時に昇温を開始する。
これを忘れると後の全工程が詰まる。
昇温中に測定・金型取り付けを並行して進める意識を持つこと。
おおまかな時間の目安は以下のとおりです。
- 0〜30分:成形準備(測定・金型取り付け・温調配管)
- 30〜45分:条件出し
- 45分〜1時間15分:PS成形40個
- 1時間15分〜1時間45分:PC昇温(この間に筆記問題)
- 1時間45分〜2時間:PC条件出し
- 2時間〜2時間40分:PC成形40個
- 2時間40分〜2時間55分:PE成形・後段取り
- 2時間55分〜3時間10分:計測・筆記・片付け
全体フローのイメージです。

各工程に「自分は今どこにいるか」を常に意識しながら作業を進めることが、時間切れを防ぐ最大の対策です。
時間がシビアなのは「樹脂替え+温度変更の待ち時間」が発生するからです。
特にPS→PCの昇温待ちは10〜15分かかります。
この時間を無駄にしないことが合否を分けます。
温調配管の基本:ホースはタイバーの外を通す
成形準備の中で見落としやすいのが温調ホースの配管ルートです。
キャビ側・コア側それぞれの配管は、必ずタイバーの外を通します。
タイバーの内側を通してしまうと、型開閉時にホースが巻き込まれるリスクがあります。
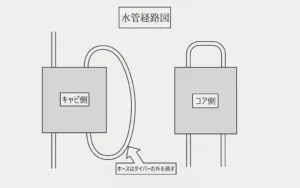
※こちらは群馬県の令和4年時点での設定になりますので、検定を受験する前に要確認です。
射出成形技能検定1級 PS成形の攻略ポイント
PS(ポリスチレン)成形の最大の落とし穴は「ヒケを消そうとして保圧をかけすぎること」です。
私はこれで綺麗に真ん中からクラックした製品を出してしまいました。
なお、PS成形でシルバーが出た場合の対処法はシルバー対策の記事で詳しく解説しています。
ヒケが気になるからといって保圧を一気に上げない。
保圧は1〜2MPaずつ上げながら製品を確認する。
クラックが出たら致命的不良なので即座に保圧を下げること。
PS成形の判断基準はシンプルです。
- ショートが出ていない
- クラックが出ていない
- ゲート裏のヒケが許容範囲内(完全に消えなくてもよい)
- 重量が目安値に収まっている
ただしヒケを消そうとしてクラックを出すほうが致命的です。
安定して40個揃えることを優先してください。
ウェルドラインの発生メカニズムについてはウェルドライン対策の記事も参考にしてください。
樹脂替えで必ずやるべきこと:ホッパー掃除と材料管理
※こちらも群馬県の令和4年時点での設定になります。
前の材料が残ったままホッパーに新材を入れると混入の原因になる。
樹脂替えのたびに必ずホッパーを掃除してから新材を投入すること。
試験の緊張感の中で見落としやすい基本作業のひとつです。
各樹脂の成形が終わった時点で材料が残っている場合、量にもよるが絞っておくほうがいい。
歩留まり計算も後処理もそのほうがはるかに楽になります。
PC昇温中にやるべき並行作業
PS成形40個が完了したら、すぐにPC(ポリカーボネート)への昇温を開始します。
PC成形に必要な温度帯はPS成形より大幅に高いため、昇温には時間がかかります。
昇温中はただ待つのではなく、筆記問題を進める。
昇温完了を待ってから筆記に取り掛かると後半の時間が確実に足りなくなる。
PSの樹脂温度を少し高めに設定しておくと、PCへの昇温時間を短縮できます。
試験開始前から昇温時間を意識した設定にしておくことが有効です。
射出成形技能検定1級 PC成形の攻略ポイント
PC成形は1級実技試験の最大の山場です。
PCはPSと異なり、ノズルバック(成形後にノズルをわずかに後退させる動作)が必須です。
ガス焼けの原因と対策については型温・ガス焼けの記事も合わせて読んでおくと理解が深まります。
ノズルバックを入れないとスプルー糸引きが発生しやすい。
3秒を基準に設定し、糸引きの状態を見ながら微調整する。
私の知り合いで、他の工程は完璧だったのにノズルバックを設定しなかったことで不合格になった方がいます。
PCはノズルバック必須。
これだけは絶対に忘れないでください。
私が実際に試験で経験したガス焼けのトラブルについて正直に話します。
PC成形の後半、残り5個というところでゲート口にガスが出始めました。
速度を変えようとしましたが、その成形機は1速設定しかできず、条件変更の手段が限られていました。
結果的に原因は「型の汚れ」でした。
緊張して油のついた手で金型に触れてしまったようで、材料が尽きてから判明しました。
最終的には前半に成形していた妥協品の中から選んで提出して合格しました。
不良品でも全部捨てないことが重要です。捨ててしまうと持参した袋の中から選別する手間が発生します。
試験中に焦って原因を追いかけるより、手元に残る製品を確保しておく判断が大事です。
PC成形中にガスが出始めたときの対処順序は以下のとおりです。
- まず前半の良品を確保済みか確認する
- 型温を確認する(上がりすぎていないか)
- 金型表面に汚れがついていないか目視確認する
- 速度・圧力を微調整できる余地があるか確認する
- 残り個数と手持ち良品数を照合して提出可能か判断する
ガスが出ているのに条件変更を繰り返して全ショット無駄にすること。
「数が揃わない=失格」のリスクを常に意識し、手持ち良品の確保を最優先にする。
PC成形後の必須作業:型温を十分に下げてからPEへ
PC成形40個が完了したら、次のPE(ポリエチレン)成形に移る前に必ずやるべきことがあります。
PC成形後の型温は高温になっている。この状態でPE成形をすると、熱で製品が金型にハマって取り出せなくなる。
温調機の設定を下げてから成形を開始すること。これをやらないと後段取りで製品が抜けず、試験終了になるリスクがある。
具体的な設定温度はnoteで解説しています。
温度が下がるまでの待ち時間も、筆記問題や計測の準備に使いましょう。
射出成形技能検定1級 PE成形の攻略ポイント
PE(ポリエチレン)成形は個数は少ないですが、ここが最後の大きな落とし穴です。
PEの材料は制限なしで使えます。安心して成形に集中してください。
保圧を入れたままにするとオーバーパックする。PCの条件から保圧だけを確実にゼロにしてから成形を開始すること。
PC→PEの樹脂替えは、試験の中で最も集中力が必要な場面です。
材料の割り振りはPS多めが基本です。
焦る気持ちはわかるが、ここで中途半端なパージをすると製品がオーバーパックしたり、やり直しで時間をロスする。
自分でもやりすぎと思えるくらいまで丁寧にパージをすること。
一旦深呼吸してから作業に入るくらいの余裕を持つこと。
PCの高温設定のままPEを成形するとオーバーパックのリスクが上がる。
パージが終わったらノズル温度を落としてからPE成形に入ること。
PC成形後の型温が高いままPE成形をすると、ランナーが金型に取られて離型できなくなるケースがある。
時間オーバーで打切りになったケースも実際に聞いている。
型温を十分に下げてから成形を開始すること。
詳細は後述の「群馬県受験者への注意点」を参照してください。
PEの成形手順は他の樹脂と少し異なります(令和4年度の場合)。
- 最初にショートショットを3ショット打つ
- その後、完全充填品を2ショット成形して提出
群馬県受験者への注意点
群馬県の試験では他県と異なる独自ルールがあります。
どの材料も成形開始時に5ショットのショートショットが義務付けられています。
これはオーバーパックによる型故障が多発したことへの対策として設けられたルールです。
他県では異なる場合があるので、事前に確認しておくこと。
このルールを知らずに成形を始めると、検定員に止められる場合があります。
群馬で受験する方は必ず頭に入れておいてください。
致命的不良と妥協していい不良の判断基準
1級実技試験において、「どの不良は絶対にダメで、どの不良なら妥協できるか」の判断基準を持つことが合格の鍵です。
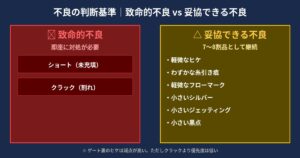
・ショート(未充填)
・クラック(割れ)
これらは致命的不良として大幅減点になります。1個でも出たら即座に原因を特定して対処してください。
・軽微なヒケ(ゲート裏以外)
・わずかな糸引き痕
・軽微なフローマーク
・小さいシルバー
・小さいジェッティング
・小さい黒点
これらは「キープ品」として手元に残しておき、より良い製品が出たら入れ替える判断をしてください。
ゲート裏のヒケは減点が高い評価項目ですが、ショート、クラック1個よりはるかにマシです。判断基準を間違えないようにしてください。
試験直前チェックリスト|当日の確認に使ってください
試験当日、焦りの中でやるべきことを抜かすのを防ぐために使ってください。
- 試験開始直後に昇温を開始した
- 金型の寸法、ロケート径を計測した
- 温調ホースをタイバーの外に通した
- ホッパーを清掃してから新材を投入した
- 各樹脂の成形開始時に5ショットのショートショットを打った(群馬)
- PCのノズルバックを設定した
- 不良品をすぐ捨てずにキープとして確保した
- PC成形後に型温を十分に下げた
- PC→PEのパージを丁寧に行った
- PEの保圧をゼロに設定した
- 昇温待ち中に筆記問題を進めた
- 後段取り・計測・工具の片付けを完了した
射出成形技能検定1級 実技試験で落ちる人の特徴
私が見てきた経験から、落ちる人には共通したパターンがあります。
ヒケを消そうと保圧を上げすぎてクラックを出す。
条件を追いかけすぎて時間を失う。これが最も多い失敗パターンです。
出た瞬間に捨ててしまうと、後で手持ちがなくなる。妥協品でもキープしておく判断が必要です。(一応検定員に確認して下さい。)
特にPC→PEの樹脂替えで焦って中途半端なパージをすると、製品がオーバーパックして打切りになるリスクがあります。
また、型温を十分に下げないとランナー取られなどの原因になります。
「まだ時間がある」という感覚が危険です。
常に「今どこにいるか」を意識して動かないと後半で詰まります。
私の知り合いは他の工程は完璧だったのに、これを知らなかったことで不合格になりました。PCはノズルバック必須です。
試験前日・当日の過ごし方
緊張するのは準備してきた証拠です。
緊張をなくそうとするより、緊張したまま手順を動かせる状態を作ることが大事です。
私は会場に入る前、車の中で鏡に向かって「俺はできる」と言い聞かせました。
恥ずかしい話ですが、これが意外と効きます。
大事な局面では自分を信じるしかありません。
合格発表の日
PCでガス焼けが出て材料を使い切った。
正直、受からないと思っていました。
合格の知らせを聞いたとき、鳥肌が立ちました。
完璧じゃなくても受かる。
判断力があれば受かる。
それを身をもって証明できた瞬間でした。
よくある質問
Q. 射出成形技能検定1級の実技試験は独学で合格できますか?
現場経験が十分にある人であれば可能です。
私自身も特別な実技講習を繰り返したわけではなく、日常業務の中で樹脂替えや条件出しを経験していたことが大きな力になりました。
ただし、後段取りや樹脂替えの手順は体で覚える必要があります。
実機経験が少ない場合は講習会や社内練習を活用したほうが有利です。
Q. 射出成形技能検定1級の合格率はどのくらいですか?
年度によって変動しますが、概ね30〜40%前後です(中央職業能力開発協会統計参考)。
受験者の半数以上が不合格になるため、十分な準備が必要です。
Q. 射出成形技能検定1級の難易度はどのくらいですか?
実技試験は時間管理と判断力が問われる点で難易度が高いです。
学科試験は過去問を繰り返し解くことで対応できますが、実技は実機練習の時間が合否を分けます。
Q. 射出成形技能検定1級は何年の実務経験が必要ですか?
原則として7年以上の実務経験が必要です。
ただし2級合格後は実務経験の短縮が認められる場合があります。
詳細は中央職業能力開発協会の公式サイトで確認してください。
まとめ|1級実技試験は「完璧」より「判断力」
射出成形技能検定1級の実技試験で求められているのは、完璧な製品を作るスキルではありません。
限られた時間の中で、致命的不良を出さずに規定数を揃える判断力です。
①試験開始直後に昇温を忘れない
②PSの保圧はクラックが出ない上限を守る
③PC成形後は必ず型温を十分に下げてからPEに移る
④PEの保圧は必ずゼロに設定する
⑤致命的不良(ショート・クラック)だけは絶対に出さない
何度も練習して、手順を体に覚えさせることが合格への最短ルートです。
この記事が試験準備の一助になれば幸いです。
関連記事
【1級技能士が解説】射出成形 工具の基本|現場で使う工具と安全な使い方

コメント