本記事の数値・手順はあくまで参考値です。
実際の作業では金型メーカー指定値・社内規定を必ず最優先にしてください。
内容の適用による損害について、当サイトは責任を負いかねます。
成形現場で働く皆さん、今日もお疲れ様です。
1級技能士のゆーじです。
「クッション量って、なんとなく設定しているけど根拠がわからない」
そう感じている方は多いのではないでしょうか。
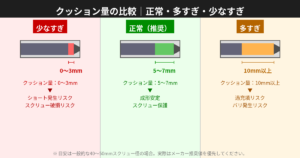
クッション量は地味な項目ですが、少なすぎるとショートやスクリュー破損につながり、多すぎると過充填の原因になります。
設定の根拠を理解しておくだけで、トラブルが起きたときの対応が速くなります。
この記事では、クッション量の目安と考え方、多すぎ・少なすぎが招くトラブルについて解説します。
クッション量とは
クッション量とは、射出完了後にスクリュー前端に残る樹脂の量のことです。
クッション量は実際の樹脂重量ではなく、スクリュー位置で管理されるためmmで表示されます。
単位はmmで表示される機械が多く、保圧をかけるための「クッション」として機能します。
クッション量が安定しているかどうかは、成形の安定性を確認するうえで重要な指標のひとつです。
クッション量はなぜ必要なのか
クッション量は保圧工程で樹脂圧力を金型へ伝えるために必要です。
クッションが無い状態では、保圧中に十分な樹脂を送り込めず、ヒケやショートの原因になります。
またスクリューが前進限に到達するのを防ぐ役割もあります。
クッション量の目安
一般的な目安として、クッション量は5〜7mm程度が安定しやすいとされています。
ただしこの数値はあくまで目安であり、スクリュー径・成形機サイズ・樹脂・ショット容量によって変わります。
5〜7mmは40〜50mmクラスのスクリューでよく使われる目安です。
小径スクリューでは3〜5mm程度、大径スクリューでは7〜10mm以上になることもあります。
最終的には成形機メーカーの推奨値を優先してください。
クッション量が多すぎるとどうなるか
クッション量が多い状態は、射出後にスクリュー前端に樹脂が余りすぎている状態です。
充填後に残量が多いと、保圧をかけた際に過充填になる恐れがあります。
保圧の設定で調整することもできますが、クッション量が多すぎる状態での運用はあまりおすすめできません。
クッション量が少なすぎるとどうなるか
クッション量が少ない場合、保圧をかけても樹脂が足りずショートにつながります。
ショートの詳しい発生メカニズムについてはショートショットの原因と対策で解説しています。
さらに深刻なのは、クッション量が0になるとスクリューが前進限まで到達してしまうことです。
スクリューが前進限に当たり続けると、スクリュー破損の原因になることが知られています。
クッション量が極端に少ない場合は、計量不足や逆流防止リングの摩耗を疑う必要があります。
クッション量が安定しない原因
クッション量はショット間でバラつくことがあります。
主な原因は以下のとおりです。
- 逆流防止リング(チェックリング)の摩耗
- 計量が安定していない
- 背圧が低すぎる
- 樹脂温度のバラつき
クッション量のバラつきが大きい場合は、背圧を少し上げると安定することがあります。
背圧の役割については背圧の設定方法で詳しく解説しています。
それでも改善しない場合は、逆流防止リングの状態を確認します。
クッション量の確認方法
クッション量は成形機のモニタ画面で確認できます。
ショットごとの数値を記録して、バラつきが小さいかどうかを見ます。
量産立上げ時には、クッション量を記録に残しておくと後のトラブル対応で役立ちます。
よくある質問
クッション量の目安は何mmですか?
一般的な40〜50mmクラスのスクリューでは5〜7mmが目安とされています。スクリュー径や成形機によって変わるため、メーカー推奨値を優先してください。
クッション量が毎ショットバラつきます。原因は何ですか?
逆流防止リングの摩耗、計量不安定、背圧不足、樹脂温度のバラつきが主な原因です。まず背圧を見直し、改善しなければ逆流防止リングの状態を確認します。
クッション量が0になるとどうなりますか?
樹脂が足りずショートが発生するほか、スクリューが前進限に到達してスクリュー破損につながるリスクがあります。クッション量が極端に少ない場合は早急に計量条件を見直してください。
クッション量は多い方が安全ですか?
多すぎても過充填やバリの原因になるため、適正範囲で管理する必要があります。少なすぎず・多すぎずの5〜7mmを目安にしてください。
クッション量のバラつきは何mmまで許容されますか?
製品や成形機によって許容範囲は異なりますが、量産時はショット間の変動が小さい状態を維持することが重要です。クッション量が毎ショット大きく変化する場合は、逆流防止リングの摩耗や計量不安定を疑ってください。
まとめ
クッション量は地味な項目ですが、成形の安定性とスクリューの保護に直結します。
量産中に見落としがちな数値だからこそ、定期的に確認する習慣をつけておくことが重要です。

コメント