
-
-
- 対象:射出成形オペレーター/成形技術者/品質担当者
-
「ショートしているのに、なぜバリが出るのか?」
この疑問に、教科書は答えてくれません。
射出成形のバリ・ヒケ・ショートの原因と対策を、1級技能士が現場の言葉で解説します。
矛盾の正体は「内圧の暴走」です。波形の読み方から現場で使える対処手順まで、一気に解説します。
🔻 30秒でわかる結論
- ショート+バリが同時に出る = 内圧の暴走
- 最初に触るのは「条件」ではなく「V-P切換」と「ベント」
- 型締力は、他をすべて試した後の最終手段
⚠️ バリが消えない人がやりがちな「3つの間違い」
これを読んでいるあなたも、心当たりがあるかもしれません。
| よくある間違い | なぜダメか |
|---|---|
| ❌ 充填量を増やしてショートを直そうとした | ベントが詰まった状態で充填量を増やすと内圧の暴走を加速させる |
| ❌ 型締力をとりあえず上げた | ガスの逃げ道を塞ぐだけ。ガス焼けの複合不良になる |
| ❌ 保圧を一気に上げてヒケを消そうとした | 圧力が届かない場所のヒケには効かない。バリだけ増える |
私も駆け出しのころ、この3つを全部やりました。
だからこそ言えます。
最初にやることは「原因の特定」であって「条件の変更」ではない。
【即診断】まず症状と照らし合わせてください
| 症状 | 疑うべき原因 |
|---|---|
| PL面にはみ出している | 型締力不足・PL面損傷・過充填 |
| ショートと同じ製品にバリが出ている | 内圧の暴走(本記事の核心) |
| リブ・厚肉部の表面が凹んでいる | ヒケ(保圧不足・冷却不均一) |
| 材料ロット変更後に突然バリが増えた | MFR(流動性)の上昇を確認 |
| 型締力を上げてもバリが消えない | PL面の状態・局所内圧の集中を確認 |
| 保圧を下げたらヒケが出た | トレードオフの連鎖に入っている |
1. なぜ「未充填なのにバリが出る」のか
射出成形は3つの力のせめぎ合い
- 射出圧力(スクリューが押し込む力)
- 型締力(金型を閉じ続ける力)
- 内圧(キャビティ内の樹脂+ガスの圧力)
この3つのバランスが崩れたとき、バリ・ヒケ・ショートが出ます。
「面の力」vs「点の力」——ここが核心
型締力は「面」の力です。 型締力200トン・投影面積600cm²なら、1cm²あたり約3.3MPaに分散されます。
均一に押さえているように見えて、実は薄く広がっているだけです。
内圧は「点」に集中する力です。 充填末端でガスが逃げ場を失うと、わずか数cm²の局所エリアに圧力が集中。
その瞬間だけ30〜80MPa前後に達します。
「面の力」で「点の力」を止めようとしているから、型は局所的に負ける。
これが「未充填なのにバリが出る」矛盾の正体です。
4段階で起きる「内圧の暴走」
| STEP | 金型内で起きていること |
|---|---|
| STEP 1:ガスの孤立 | 充填が進み、末端の空気が逃げ場を失う |
| STEP 2:急激な圧縮 | 機械が設定圧まで押し込もうとし、ガスが猛烈に圧縮される |
| STEP 3:局所内圧の爆発的上昇 | 数cm²に圧力が集中し、瞬間的に型締力を上回る |
| STEP 4:型が微小に開き、バリ発生 | PL面がミクロン単位で押し広げられ、樹脂が吸い込まれる |
途中でガスが逃げれば「ショートだけ」で終わります。
逃げられなければ「ショートしているのにバリが出る」という現象が起きます。
波形モニターに出る「暴走の前兆」と「改善のサイン」
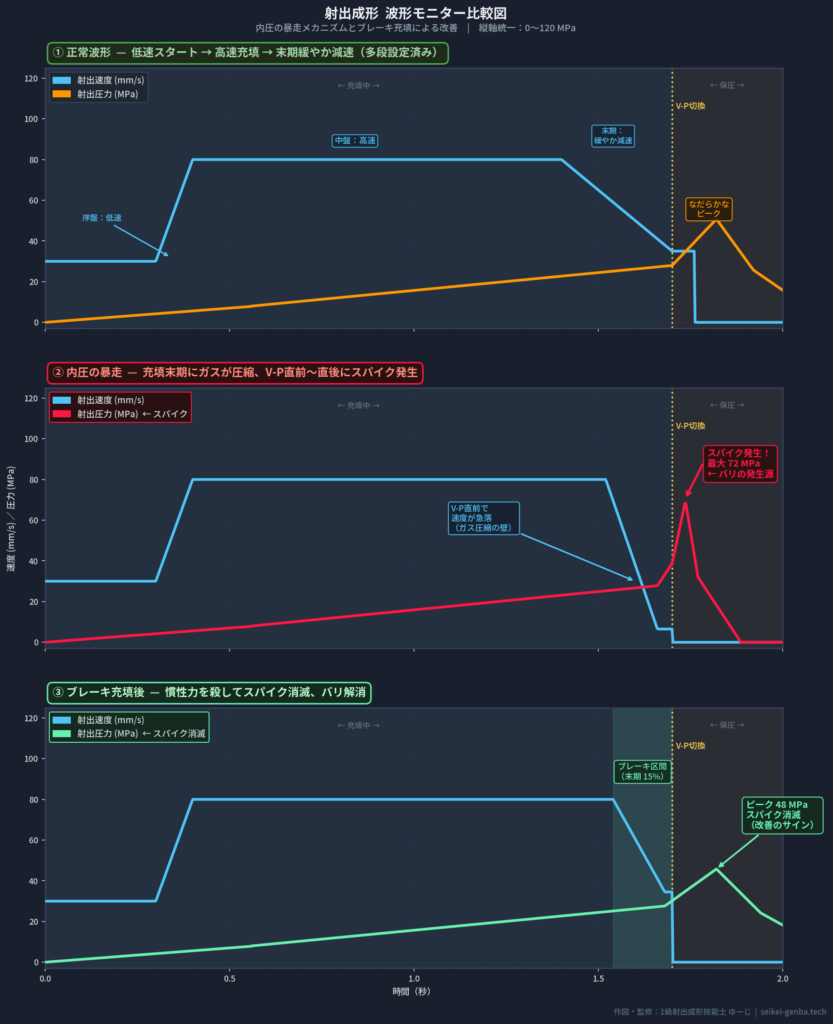
確認ポイントは2つです。
① 充填末期にスクリュ速度が急落していないか
② V-P切換直後に圧力がスパイク(急上昇)していないか
スパイクが消えたとき、「ブレーキ充填が効いた」サインです。
波形が読めるようになれば、条件変更の前に「どこで問題が起きているか」が見えます。
2. 型締力は本当に足りているか?
「型締力を上げてもバリが消えない」場合、機械の型締力そのものが不足しているケースがあります。
必要型締力(kN)= 投影面積(cm²)× 成形内圧(MPa)× 10
例:投影面積150cm²・成形内圧30MPaなら → 450トンが必要
成形品の種類 成形内圧の目安 厚肉・短流動の一般品 25〜35MPa 標準的な射出成形品 35〜50MPa 薄肉・長流動・エンプラ 50〜80MPa
この計算で必要型締力が機械スペックを超えていたなら、条件調整では解決しません。
設計・生産技術部門に早めに共有してください。
📝 技術者向け補足:型締力の安全率とタイバー
上記計算は最小必要値です。
現場では安全率1.2〜1.5倍を見込んで機械を選定します。
型締力を上げすぎると、タイバー(金型を締め付けるロッド)が引き伸ばされ、PL面の平行度が崩れる原因になります。
これ自体がバリの発生を招く逆効果です。
定格の90%を上限とする理由はここにあります。
残り10%はタイバーへの負荷余裕として残しておく——それが機械を長持ちさせる現場の鉄則です。
3. 具体的な対策|優先順位を守って動く
対策の優先順位
| 順位 | アプローチ | 理由 |
|---|---|---|
| 🥇 1位 | PL面・ベントの目視確認 | ここに問題があると条件調整は無意味 |
| 🥈 2位 | V-P切換位置を0.5mm前出し | 内圧急上昇を抑える最初の一手 |
| 🥉 3位 | 保圧を2段に分割し、1段目を低めに | サージ圧(瞬間過圧)を抑制 |
| 4位 | ブレーキ充填(多段射出)を設定 | 充填末期の圧力スパイクを根本から消す |
| 5位 | 型締力を5〜10%増加 | タイバー負荷があるため最後の手段 |
| 6位 | 金型ハード対応を検討 | 条件が限界なら金型側に目を向ける |
ブレーキ充填の理屈|1級技能士の腕の見せどころ
多段射出は「全体を遅くする」ではありません。
「どこで減速するか」がすべてです。
| 区間 | 速度 | 目的 |
|---|---|---|
| 序盤(スプルー〜ランナー) | 低速 | エアを穏やかに押し出す(高速だとシルバーになる) |
| 中盤(充填の主区間) | 高速 | 冷える前に奥まで運び込む |
| 末期(残り10〜15%) | 中盤の50〜60%に減速 | 慣性力(サージ圧)を殺す |
「ブレーキ充填」の理屈
高速前進したスクリューには慣性があります。
V-P切換の瞬間、この慣性が「余分な押し込み」として残り、これがサージ圧です。
充填完了直前にスクリューをエンジンブレーキのように緩やかに減速することで、このサージ圧を殺します。目安:中盤80mm/s → 末期40〜48mm/sに設定し、波形のスパイクが消えるか確認。
ヒケが保圧を上げても消えない理由
「保圧不足」ではなく「圧力が届いていない」が本当の原因です。
ゲートから遠い部位は流路がすでに固化しており、保圧をいくら上げても届きません。
これは条件調整の限界。 ゲート位置の変更・ゲート数の追加という金型側の対処が必要です。
型締力とガス抜き|私の答え
「型を締めて止めるか、緩めてガスを逃がすか」——これが現場の究極の選択です。
型締力を上げると、ガスの逃げ道も塞がれ、ガス焼けの複合不良に発展します。
型を緩めると、PL面の密着力が下がり、薄バリが出やすくなります。
私の答えはシンプルです。型締力は最後に触る。
ベント清掃 → V-P切換調整 → ブレーキ充填設定 → それでも残るなら型締力を微増(定格の90%を上限)
型締力は「最後の調整代」であり、そこから先は金型の問題です。
材料別ワンポイント|樹脂ごとに「落とし穴」が違う
| 樹脂 | バリ・ヒケの特徴的な落とし穴 | 最初に確認すること |
|---|---|---|
| PP | 低型温でガス抜けが悪化しやすい。ショート+バリが同時に出やすい | 型温の実測値(設定値を信用しない) |
| PA(ナイロン) | 吸湿状態だとMFRが上昇しスパイクが増幅される | ロット変更後は乾燥状態を先に確認 |
| ABS | ガス焼けとバリの複合不良(焼けバリ)になりやすい | ベントのヤニ詰まりを真っ先に確認 |
| PC | 冷却不均一でヒケが出やすく、保圧を上げると内圧スパイクも上昇 | 保圧の立ち上がりを必ず2段設定で |
| POM | 樹脂温度が高すぎるとガス発生が増えショートとバリが同時悪化 | 樹脂温度の実績上限を先に確認 |
4. 品管との正しい戦い方
「バリが出てます、直してください」と言われたとき、根拠なく条件を変えてはいけません。
私が実践する3ステップ:
① 現象を記録する:バリが出た製品を現物保管・写真撮影。どのキャビティの、どの部位に、どの程度か記録する。
② 仮説を立ててから動く:「PL面のこの部分に出ているので、まずV-P位置を確認します」と、動く前に言葉にして共有する。
③ 結果をその場で報告する:変えたら次のショットで品管と一緒に確認。記録する。
品管は成形の物理現象を知らないから「すぐ直せ」と言う。
技能士が理屈で説明できれば、品管は「敵」から「協力者」になる。
感情ではなく、理屈で戦う。これが現場を変える。
5. バリ・ヒケ・ショートと似た不良の見分け方
| 不良名 | 発生場所 | 見た目 | たとえ |
|---|---|---|---|
| バリ | PL面・ピン穴・ベント部 | 薄い羽状 | 型の隙間からはみ出た薄皮 |
| ヒケ | 厚肉部・リブ根元 | 表面の凹み・艶の差 | 冷えた牛乳の膜が沈む |
| ショート | 末端部・薄肉部 | 欠けた充填不足 | 水が届かなかった砂地 |
| ガス焼け | 流動末端 | 茶〜黒の焦げ跡 | 逃げ場のないガスが燃えた跡 |
| ウェルド | 穴の下流・合流部 | 直線状の細い筋 | 流れが合流した縫い目 |
| ボイド | 厚肉部の内部 | 外観きれい・断面に空洞 | 外は普通、中が空洞のパン |
「焼けバリ」に注意: ガス焼け+バリが同時に出るとき、型締力を上げると両方悪化します。
正解はベント清掃とV-P切換の調整です。
6. 現場ケーススタディ|PA66でショート&バリが共存した話
PA66の薄肉コネクターで「充填末端が欠けているのに、そのすぐ脇のPL面からバリが出る」という報告。
品管は「どっちを先に直すんですか」と詰め寄ってくる。
最初の判断ミス: V-P位置を遅らせて充填量を増やした。
バリが激増してショートはほぼ変わらず。
最悪のパターンです。
原因の特定:
| 確認内容 | 発見 |
|---|---|
| 波形モニター | V-P切換直後に圧力スパイクあり(最大72MPa確認) |
| PL面・ベント目視 | 末端ベントに樹脂ヤニが詰まっていた |
| 材料ロット | MFRが前回より若干上昇していた |
対策と結果:
| 対策 | 結果 |
|---|---|
| ベント清掃 | 圧力スパイク軽減(72MPa → 58MPa) |
| V-P切換を0.5mm前出し | スパイクさらに低下(58MPa → 48MPa) |
| 末期15%区間で50%減速(ブレーキ充填) | スパイク消滅・バリ消滅・ショートも良品範囲へ |
この順番(ベント→V-P→ブレーキ充填)を守れば、現場での経験上8割のケースは解決できます。
充填量を変える前に、まず波形とベントを確認する。
それだけです。
7. チェック手順【保存版】
条件に迷ったら、この順番に戻ってください。
STEP 1|不良の顔つきを観察(⏱1〜2分)
- [ ] バリはPL面全体か、特定部位だけか
- [ ] ヒケはゲートから近いか遠いか
- [ ] バリとショートが同時に出ていないか(内圧の暴走を疑う)
STEP 2|環境変化の確認(⏱2〜3分)
- [ ] 材料ロット変更がないか
- [ ] 型温の実測値が設定値と一致しているか
- [ ] 室温・季節の変化がないか
STEP 3|PL面・ベントの確認(⏱5〜10分)
- [ ] PL面に傷・段差・樹脂の噛み込みがないか
- [ ] ベントに樹脂ヤニが詰まっていないか
STEP 4|条件調整(⏱10〜30分)
- [ ] V-P切換位置を0.5mm前出し(1項目ずつ)
- [ ] 波形モニターで圧力スパイクが消えたか確認
- [ ] 充填末期15%区間を中盤速度の50〜60%に減速
- [ ] 保圧1段目を設定値の50〜60%・0.5秒以内に設定
STEP 5|限界判断
- [ ] バリの厚みが0.1mmを超えていたら型修を検討
- [ ] 判断根拠を記録して品管・上長に報告
⚠️ 変更は1項目ずつ。複数同時変更は原因特定を遠ざける。
まとめ|3つの鉄則
- 場所を見る ── PL面全体か局所かで、型締力問題か内圧問題かが決まる
- 波形を見る ── V-P切換直後のスパイクが「内圧の暴走」のサイン
- 順番を守る ── ベント確認 → V-P調整 → ブレーキ充填 → 型締力増加
理屈として理解できれば、条件変更の一つひとつに根拠が持てます。 今日も誇りを持って、成形機の前で戦いましょう。
※本記事の数値はすべて一般的な目安・現場経験値です。
各材料メーカーのデータシートを必ず優先してください。
【参考】・プラスチック成形加工学会(JSPP)・各樹脂メーカー成形加工ガイド
おすすめ記事
【1級技能士が解説】射出成形 不良対策まとめ|症状から原因を絞り込む完全ガイド
【1級技能士が解説】射出成形 V-P切換の設定方法|失敗しない調整手順と3大悪手
【1級技能士が解説】射出成形 型締力の計算と機械選定|バリが止まらない理由
X(旧Twitter)でも情報を発信中‼

コメント