
📋 この記事でわかること
- トルクレンチ・六角レンチ・モンキーレンチの正しい使い方と点検方法
- ボルト径別の適正トルク値(M12/M16/M20)
- 各工具の交換タイミングの目安
- KY活動・型替え前に使える3分点検チェックリスト
⚠️ 【免責事項】 本記事のトルク数値はあくまで参考値です。 実際の作業では、使用ボルトの強度区分・金型メーカー指定値・社内規定を必ず最優先にしてください。 数値の適用による損害について、当サイトは責任を負いかねます。
著者:1級射出成形技能士・ゆーじ(プロフィール詳細はこちら) 成形歴14年。令和4年・厚生労働大臣交付の1級技能検定合格証書保持。 数百型以上の型替え実務経験をもとに執筆。
成形現場で働く皆さん、今日もお疲れ様です。
1級技能士のゆーじです。
この記事は、「現場に出て3年目までの若手」と「最近ヒヤッとした中堅オペレーター」に捧げます。
さらに、KY活動・安全教育を担当するリーダー・班長にも読んでほしい内容です。
道具の点検は「個人の習慣」ではなく、「現場全体の安全設計」だからです。
結論から言います。
道具の「点検」と「選択」をナメていると、いつか現場で「金型を落とします」。
これは脅しではなく、現場の現実です。
そう言う私も、若手の頃に一度だけ金型を落としてしまった苦い経験があります。
「たかが道具の不備くらい……」そう思った瞬間が一番危ない。
「ガタンッ!!」という、あの心臓が止まるような金属音。 工場中に響き渡り、周囲の作業者が一斉にこちらを見る。
プラテン(金型取付板)から外れ、床にめり込んだ金型と、切れたホースから噴き出す温調水。
「あ、終わった……」
その時、頭をよぎったのは修理費用の数百万円ではなく、「もし、あそこに自分の手があったら?」という恐怖でした。
今回は、成形歴11年・数百型以上を触ってきた私が、実際に血の気が引いた失敗談をもとに、型替え三種の神器の「本当の扱い方」を共有します。
1. 射出成形 トルクレンチの使い方|前の人間を信じるな。金型は「摩擦」で止まっている
ある日の型替え作業。
トルクレンチを手に取ると、締め付け部の押さえが片方折れていました。
前のオペレーターが壊したまま放置していたんです。
もし気づかずに使っていたら?
- 正確なトルク(締付力)がかからない
- 金型固定は「ボルトの軸力による摩擦」で支えている。
トルクが不足した瞬間、安全率はゼロになる - 結果、振動と重みで、数トンの金型がプラテンから「落下」する
⚠️ 作業前の点検こそが、大事故から自分の身を守る唯一の手段です。
なぜトルクレンチが必要なのか
それは「ボルトの伸び」を利用するためです。
ボルトは締め込むことで、目に見えないレベルでわずかに伸びます。
この「元に戻ろうとする力」が「軸力」となり、金型をプラテンに強烈に押し付けます。
ボルトはいわば「究極に硬いバネ」のような役割を果たしているのです。
締めすぎはボルトの「塑性変形(そせいへんけい)」を招きます。
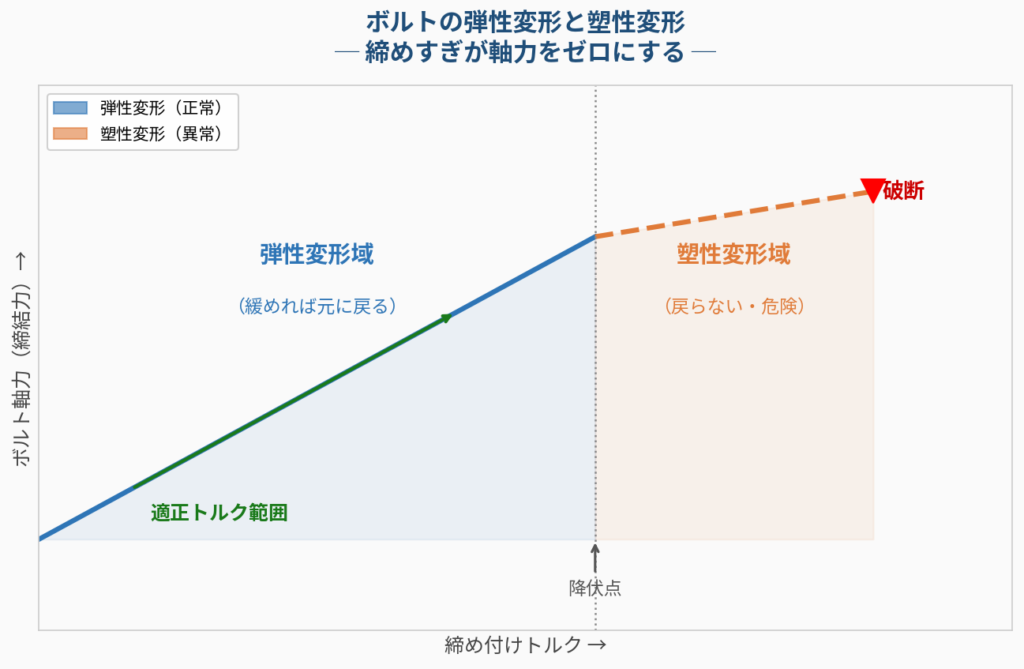
塑性変形を起こしたボルトは、もう「バネ」としての力を失っています。
見た目は締まっているように見えても、肝心の「押し付ける力(軸力)」はスカスカ。
そんな状態で成形機の振動が加われば、ある日突然ボルトが破断し、金型が落ちます。
なお、金型を守る観点では型温管理も同様に重要です。
🔧 現場の鉄則:共有道具は、前の人間を信じるな。
正しく校正された道具を、正しく点検して使う。この「当たり前」の徹底が大事故を防ぐ。
適正トルク値の参考目安(M12/M16/M20)
「適正トルクで締めろ」と言われても、数値を知らなければ話にならない。
⚠️ 以下は一般的な炭素鋼ボルト・標準座面条件を想定した参考値です。
ねじ山摩擦係数・締結体材質・座面状態・クランプ形状によって変わります。
金型メーカー指定値・社内規定を必ず優先してください。
| ボルト径 | 強度区分8.8・乾燥時 | 強度区分8.8・潤滑時 |
|---|---|---|
| M12 | 約70〜80 N・m | 約55〜65 N・m |
| M16 | 約160〜180 N・m | 約130〜150 N・m |
| M20 | 約300〜340 N・m | 約240〜270 N・m |
潤滑剤(モリブデングリス等)の有無で軸力が大きく変わります。
現場で「塗る・塗らない」を統一しないと、見かけのトルクが揃っていても軸力がバラバラになる。
これが「締めたのになぜか緩む」の正体です。
💡 なぜモリブデングリスなのか?
モリブデングリスの主成分「二硫化モリブデン(MoS₂)」は、層状構造を持つ固体潤滑剤です。
金属面の凹凸に入り込み、極圧(高い締め付け力)がかかっても油膜が切れない「極圧添加特性」を持ちます。
一般のリチウムグリスは高トルク域で油膜切れを起こすため、ボルト締結には不向き。
クランプボルトにモリブデングリスを使うのは「ちゃんと理由がある」選択なのです。
ただし塗りすぎると摩擦係数が下がりすぎて軸力が過剰になるため、薄く均一に塗布することが鉄則です。
トルクレンチの交換・校正の目安
- ラチェットのガタつき・空転 → 即使用停止
- 設定値と実測値のズレが ±5%超 → 校正(年1回推奨)
- 落下・衝撃を受けた → 必ず再校正(内部バネが狂う)
- 日常使いで 3〜5年経過 → 本体交換を検討
よくある疑問(FAQ)
Q. トルクレンチは毎回使う必要がありますか?
A. 型替えのたびに使うのが原則です。 「前回と同じ金型だから感覚でいい」は最も危険な判断です。 同じ金型でもボルトの状態・潤滑の有無・温度条件は毎回異なります。
Q. トルクレンチを使わない現場はどう対処すればいいですか?
A. 班長・リーダーに「トルクレンチ未管理のリスク」を数字で示すことから始める。 金型落下1件あたりの修理費用・生産停止コストを試算し、「工具投資」として提案する形が通りやすいです。
Q. 校正はどこに依頼すればいいですか?
A. 東日製作所・KTCなど工具メーカーの校正サービス、または社内の計測器管理部門に依頼。 校正証明書付きで対応してくれる業者が信頼性の担保になります。
2. 六角レンチ:ジャングルの「なめ」は一流の道具で防ぐ
取り出し機のヘッド(ジャングル)での3mmネジ。
前の担当者の締めすぎと、無理な体勢による差し込みの甘さ。
次の瞬間、手に伝わったのは「ズルッ」という最悪の感触でした。
結局「エキストラクター」で救出しましたが、あのアホらしい時間は二度と味わいたくありません。
ネジがなめる原因の多くは、道具の「ヘタリ」です。
角が 0.01mm(髪の毛1本分) 丸くなっただけで、力は逃げます。
「なめないための投資」をケチってはいけません。
摩耗したレンチを潔く捨て、EIGHTやTONEなど一流のレンチを使う。
それがプロの仕事です。
六角レンチの交換サイン
- 先端の角が丸く見える・光が反射して丸い → 即交換
- 軸に曲がりがある → 即交換
- 2年以上使用中 → 先端を重点確認
💡 3mm以下の小径ネジは特になめやすい。
ジャングル作業では必ず高品質な単品レンチを使うこと。
よくある疑問(FAQ)
Q. 安いセット品の六角レンチではダメですか?
A. 日常の確認作業程度なら問題ありません。 ただし、ジャングル内の小径ネジや本締めには使わないこと。 「なめたときのロスタイム」を考えれば、1本1,000〜2,000円の単品レンチへの投資は即回収できます。
3. モンキーレンチ:「限定兵器」の正体と、使ってはいけない場面
モンキーレンチを正しく使える人間は、意外と少ない。
なぜガタが生まれるのか
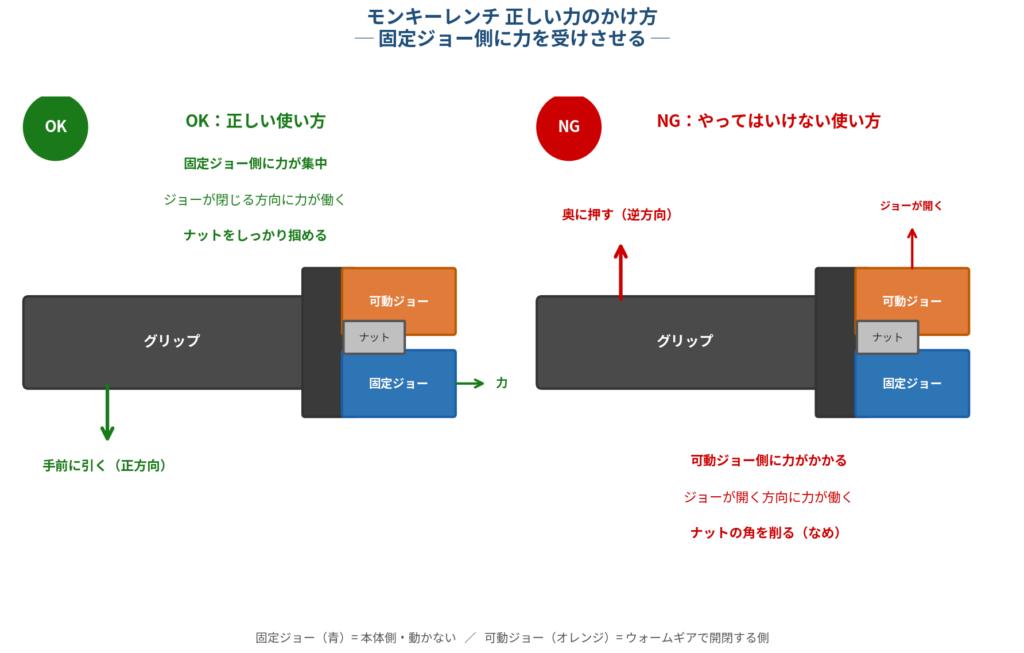
モンキーレンチはウォームギアでジョーの開幅を変えます。
この「可変機構」が便利さの源ですが、同時に構造上のガタが生まれます。
力をかけると、ガタの分だけジョーが逃げ、ナットの角を削る。
これが「なめ」の始まりです。
使っていい場面・使ってはいけない場面
| 場面 | 判定 | 理由 |
|---|---|---|
| エジェクタピン交換(仮締め) | ✅ OK | 大トルク不要、機動力優先 |
| 冷却ホース継手の脱着 | ✅ OK | 手締め〜軽い増し締め程度 |
| クランプボルトの本締め | ❌ NG | 正確なトルク管理が必要 |
| 固着ボルトの強制解除 | ❌ NG | 破断・けがのリスク大 |
⚠️ 「機動力」と「確実性」を使い分けるのが1級技能士の流儀。 本気でトルクをかけるなら、迷わず専用工具(メガネやソケット)を使え。
正しい向き・使い方
力をかける時は「固定ジョー側が力を受ける方向」に回します。
可動ジョー側に力をかけると、ジョーが開く方向に逃げてナットがなめます。
グリップを手前に引く方向が正方向。 これを知らずに逆向きに使っているオペレーターが、現場には意外と多い。
モンキーレンチの交換目安
- ジョーのガタつきが大きくなった → 交換
- ウォームギアが空回りする → 即交換
- 日常使いで 5〜7年、またはガタが増えたら → 判断
🔍 型替え前「3分点検」チェックリスト(改訂版)
KY活動・朝礼の安全確認にそのまま使えるチェックフローです。
STEP1:工具点検
- [ ] トルクレンチ:ラチェット正常・校正期限内・設定値リセット済み
- [ ] 六角レンチ:先端の角が立っている(丸まっていたら即交換)
- [ ] モンキー:ジョーのガタつきが許容範囲内
STEP2:ボルト締め付け
- [ ] ボルト径に応じた適正トルク値を設定
- [ ] 潤滑有無を現場ルールで統一
- [ ] 対角線順に2〜3回に分けて段階締め(一気に締めない)
- [ ] 全ボルト増し締め確認
STEP3:作業後
- [ ] トルクレンチの設定値を最小値にリセット(バネの疲労防止)
- [ ] 異常・ヒヤリハットがあれば記録・報告
💡 KY活動への組み込み方: STEP1を朝礼の「今日のリスク確認」に使える。
「今日の型替えで使う工具、点検しましたか?」の一声が、現場の安全文化を変える。
まとめ:道具を愛する者は、現場に愛される
技術以前に、「道具を疑い、道具を信じる」こと。
明日、仕事にかかる前に自分のレンチの先端をチェックしてみてください。
そのわずかなこだわりが、あなたを一流のオペレーターへと導きます。
道具の点検は個人の几帳面さではなく、現場全体の安全設計です。
リーダーと若手が一緒に点検する文化があれば、金型落下のような取り返しのつかない事故は限りなくゼロに近づく。
是非明日の朝礼KYで、今日のこの記事の話をしてみてください。
次に読むべき記事
工具の基本を押さえたら、次は金型のトラブル対策へ進んでください。
- 【射出成形】バリ・ヒケ・ショートの原因と対策完全解説
- 【1級技能士が警告】型温管理の罠|ガス焼け対策
- 油漏れをロジカルに完封!エジェクタピンの原因と対策
- 射出成形 フローマーク対策|ゲート周辺の縞をなくす原因と改善手順
- 【1級技能士が解説】射出成形 V-P切換の設定方法|失敗しない調整手順と3大悪手

コメント