こんにちは、1級技能士のゆーじです。
この記事は、現場でシルバーに悩む成形オペレーター・技術者向けの実践ガイドです。
「乾燥はバッチリのはずなのに、シルバーが消えない…」
「さっきまで出てなかったのに、急に筋が入り始めた…」
現場でそんな絶望を味わっていませんか?
この記事を読めば、シルバー(銀条・シルバーストリーク)の原因を5分で切り分けられるようになります。
📋 この記事の要点(30秒要約)
- 形状を見る(筋状=水分由来 / 泡状=ガス由来)
- 水分なら乾燥機・フィルターを確認する
- ガスなら射出速度を10〜15%落とす
- ⚠️ **変更は1項目ずつ。**条件より先に材料を疑う。チェックリストはSTEP1から順番に動く。
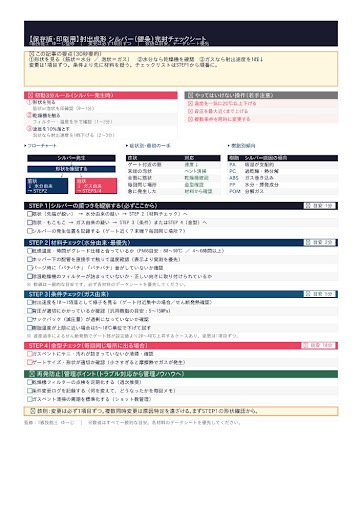
現場ですぐに確認したい方は、こちらのチェックシートをダウンロードして手元に置いてください
射出成形シルバーの原因一覧
シルバー(銀条・シルバーストリーク)とは、成形品の表面に流れ方向に沿って現れる、白や銀色の「筋状」の模様のことです。
正体は**「水分」か「ガス」**のどちらかです。樹脂の中に混入した水分、または樹脂分解・空気の巻き込みによって発生したガスが、射出された瞬間に表面へ噴き出すことで筋として現れます。
📝 似た不良との違い
- フローマーク: 波紋状の模様。温度不足で樹脂の流れが乱れることが主な原因。シルバーとは出方が違う。
- 白化: 離型時の応力によって「面」で白くなる。筋にはならない。
シルバーは**「筋状で流れ方向に沿っている」**という点が最大の特徴です。
シルバーが急に出たときの対処法|初動3分ルール
🚨 初動3分ルール|まず動いてください。考えるのは後でいい。
- ① 形状を見る(0〜1分)筋状か泡状かを即確認。これだけで動く方向が決まります。
- ② 乾燥機を触る(1〜2分)ホッパー下の配管を手で直接触る。フィルターの向きを目視確認。パージ音(パチパチ音)を聞く。
- ③ 射出速度を10%落とす(2〜3分)泡状なら、まずここ。条件を変えるなら速度が最初の一手。
シルバーと水分不良の見分け方
シルバーを完封するうえで、まず「水分由来か、ガス由来か」を見極めることが最初のステップです。ここを間違えると、どれだけ条件を触っても的外れな対応になります。
※このフローチャートは画像でもまとめています。スマホで現場確認する際はPDF版も活用してください。
🔀 原因切り分けフローチャート
シルバー発生
↓
形状を確認する
↓
- 筋状(先端が鋭い) → 水分由来の疑い → STEP 2(材料チェック)へ
- 泡状・もこもこ → ガス由来の疑い → STEP 3・4(条件・金型)へ
症状・原因・最初の一手 診断テーブル
| 観察結果 | 主原因 | 最初の一手 | 目安時間 |
| 鋭い筋状のシルバー | 水分(乾燥不足) | 乾燥機・フィルター確認 | ⏱ 2分 |
| 泡状・もこもこ | ガス(空気・分解) | 射出速度10〜15%↓ | ⏱ 5分 |
| ゲート付近に集中 | せん断発熱による分解 | 速度↓ + 温度確認 | ⏱ 5分 |
| 末端・流動末端 | 排気不足(ガス逃げ場なし) | ガスベント清掃 | ⏱ 10分 |
| 毎回同じ場所 | 金型側の問題 | ベント・ゲート確認 | ⏱ 10分 |
| 急に発生した | 材料の変化・環境変化 | 材料から確認(STEP2〜) | ⏱ 2分〜 |
よくある誤解|これをやっても消えない
⚠️ よくある誤解|これをやっても消えない
- ❌ 「とりあえず温度を下げる」水分由来のシルバーに対して温度を下げても意味がありません。むしろ樹脂の流動性が落ちて別の不良を呼ぶことがあります。
- ❌ 「乾燥時間を延ばせば解決する」乾燥機のフィルターが詰まっていれば、時間を延ばしても乾燥できていません。時間より「実際に乾燥できているか」の確認が先です。
- ❌ 「背圧を上げれば万能」背圧を上げすぎると樹脂が過熱し、逆に分解ガスが発生するリスクがあります。
🚫 やってはいけない操作(若手オペレーター注意)
- 🚫 温度を一気に20℃以上下げる ── 樹脂の流れが急変して別の不良を連鎖する
- 🚫 背圧を最大近くまで上げる ── 樹脂の過熱・分解を加速させる
- 🚫 複数条件を同時に変更する ── 何が効いたか判断できなくなり現場が混乱する
【1級技能士流】原因特定チェックリスト
① 材料編|乾燥の「教科書の裏側」を疑う (⏱ チェック目安:2分)
シルバーの原因として最初に疑うべきは材料の水分です。ただし、「乾燥した」という事実だけでは不十分です。
- [ ] 乾燥温度・時間がグレード仕様と合っているか(PA66目安:80〜90℃ / 4〜6時間以上)
- [ ] ホッパー下の配管を直接手で触って温度確認(表示より実測を優先)
- [ ] パージ時に「パチパチ」「バチバチ」音がしていないか確認
- [ ] 除湿乾燥機のフィルターが詰まっていないか・正しい向きに取り付けられているか
📝 補足:パージ音で判断する
パージ時に「パチパチ」「バチバチ」という音がしたら、水分が残っている証拠です。音で確認できる、最も手軽なチェック方法です。モニターの表示を信じるより、自分の耳と手を使うのが現場の基本です。
※数値は一般的な目安です。必ず各材料のデータシートを優先してください。
② 条件編|設定のアンバランスを疑う (⏱ チェック目安:5分)
材料に問題がない場合、次は成形条件を見直します。
- [ ] 射出速度を10〜15%落として様子を見る(ゲート付近にシルバーが集中している場合)
- [ ] 背圧が適切にかかっているか確認(汎用樹脂の目安:5〜15MPa)
- [ ] サックバック(減圧量)が過剰になっていないか確認
- [ ] 樹脂温度が上限に近い場合は5〜10℃単位で下げて試す
📝 せん断発熱とは?
射出速度が高すぎると、ゲート付近でせん断速度勾配が大きくなり、局所温度が設定値より20〜40℃上昇することがあります。この過熱が樹脂の分解ガスを生み、シルバーとして表れます。
※変更は必ず1項目ずつ。数値は目安。データシートを優先してください。
③ 金型編|「いつも同じ場所に出る」ときは金型を疑う (⏱ チェック目安:10分)
- [ ] ガスベント(揮発成分の排出経路)にヤニ・汚れが詰まっていないか清掃・確認
- [ ] ゲートサイズ・形状が適切か確認(小さすぎると摩擦熱でガスが発生)
樹脂別・シルバー原因の傾向
| 樹脂 | シルバー原因の傾向 | 特に注意すること |
| PA(ナイロン) | 吸湿が支配的 | 乾燥管理が最重要。数時間で再吸湿する |
| PC(ポリカ) | 過乾燥・熱分解 | 高温長時間乾燥は逆効果になることがある |
| ABS | ガス巻き込み | 背圧・射出速度のバランスが重要 |
| PP | 水分・揮発成分 | 添加剤や揮発成分が原因になるケースあり |
| POM | 分解ガス | 樹脂温度管理が特に重要 |
なぜ消えない?「完封」できない人の共通点
シルバーが消えない現場に共通するのは、**「複数の条件を同時に変える」**という失敗パターンです。
温度を下げながら速度も変えて、背圧も調整して…と一度にいくつも触ると、何が効いたのか、何が裏目に出たのかがわからなくなります。
⚡ 鉄則:1回に変えるのは1項目だけ
1級技能士が現場でやることはシンプルです。「1回に変えるのは1項目だけ」。これを徹底するだけで、原因の特定スピードが劇的に上がります。
1級技能士の知恵袋|PA66でシルバーが止まらなかった話
💬 現場ケーススタディ|PA66・薄肉部品でのシルバー発生
ある日、PA66の薄肉部品でシルバーが突然発生しました。前日まで何の問題もなかったのに、朝一番から筋が入り始めた。
最初は「温度を下げれば止まる」と判断し、シリンダー温度を10℃下げましたが変化なし。次に射出速度を落としても消えない。
結局、30分悩んで気づいたのは**「乾燥機のフィルターが前日の清掃で逆向きに取り付けられていた」**こと。風量が激減して乾燥できておらず、樹脂がしっかり吸湿した状態で使われていたのです。
チェックリストの「フィルター確認」を飛ばしていたから、30分ロスした。この経験から、私は**「条件を触る前に必ず材料から確認する」**順番を徹底するようになりました。
シルバーが消えないときのチェック手順【保存版】
STEP 1|シルバーの顔つきを観察する (⏱ 1分)
- [ ] 筋状(先端が鋭い)→ 水分由来を疑う → STEP 2(材料チェック)へ
- [ ] 泡状・もこもこ → ガス由来を疑う → STEP 3(条件)またはSTEP 4(金型)へ
- [ ] シルバーの発生位置を記録する(ゲート近く?末端?毎回同じ場所?)
STEP 2|材料チェック(水分由来・最優先) (⏱ 2分)
- [ ] 乾燥温度・時間がグレード仕様と合っているか
- [ ] ホッパー下の配管を直接触って温度確認
- [ ] パージ時に「パチパチ」音がしていないか
- [ ] 乾燥機のフィルターが詰まっていないか・正しい向きか
STEP 3|条件チェック(ガス由来) (⏱ 5分)
- [ ] 射出速度を10〜15%落として変化を確認(1項目ずつ)
- [ ] 背圧が適切にかかっているか(目安:5〜15MPa)
- [ ] サックバック量が過剰になっていないか
- [ ] 樹脂温度が上限に近い場合は5〜10℃下げて試す
STEP 4|金型チェック(毎回同じ場所に出る場合) (⏱ 10分)
- [ ] ガスベントにヤニ・汚れが詰まっていないか清掃・確認
- [ ] ゲートサイズ・形状が適切か確認
⚠️ 共通ルール
- [ ] 変更したのは1項目だけか確認(複数同時変更は厳禁)
- [ ] 毎回、形状・発生位置・変更内容を記録する
再発防止|管理ポイント
- 乾燥機フィルターの点検を定期化する(週次推奨)
- 条件変更ログを記録する(何を変えて、どうなったかを毎回メモ)
- ガスベント清掃の周期を標準化する(ショット数管理)
💡 再発防止の本質
感覚ではなく仕組みで防ぐのが管理の本質です。ルールを数値化・標準化することで、担当者が変わってもシルバーが起きにくい現場になります。
まとめ
シルバー対策で最も大切なのは、現場の観察です。
📌 シルバー対策・超要約(保存版)
- まず形状を見る(筋状=水分 / 泡状=ガス)
- 水分なら乾燥系を疑う(フィルター・パージ音・ホッパー温度)
- ガスなら射出速度を落とす(10〜15%を目安に)
- 1回に変えるのは1項目だけ。複数同時変更は厳禁。
✅ 今日から使える3つの鉄則
- 形状を見る ── 筋状か泡状かで、最初のアプローチが決まる
- 材料から疑う ── 条件を触る前に、まず乾燥状態を確認する
- 1項目ずつ変える ── 複数同時変更は原因特定を遠ざける
🎯 次のアクション
次にシルバーが出たら、まずSTEP1だけ実行してください。形状を見る。それだけで、現場の動き方が変わります。
今日も型替えループを抜けて、一緒に品質を完封していきましょう!
監修:1級技能士 ゆーじ
※本記事の数値はすべて一般的な目安です。各材料メーカーのデータシートを優先してください。
今日学んだことを忘れないように、印刷して現場の成形機の横に貼っておきましょう!
おすすめ記事
【射出成形】未充填なのにバリが出る原因は?ショートと同時発生する理由と対策完全解説
【1級技能士監修】射出成形・現場の三種の神器|正しい扱い方完全ガイド〜点検を怠ると金型は落ちる〜
【1級技能士が警告】型温管理の罠|熱膨張で0.02mmベントが死ぬ本当の理由【ガス焼け対策】
油漏れをロジカルに完封!エジェクタピンの原因と対策を1級技能士が解説
コメント